The American manufacturing landscape is currently defined by a stark contradiction. While investment in high-tech automation is at an all-time high, many facilities are struggling with stagnant productivity and a “Silver Tsunami” of retiring experts. This creates the Continuous Improvement Paradox: factories have more data than ever, yet they lack the structured culture required to turn that data into sustained operational excellence. As tribal knowledge exits the shop floor, the ability to maintain and improve processes becomes a critical vulnerability rather than a competitive advantage. Without a robust framework to capture and scale expertise, raw technology often serves only to automate existing inefficiencies.
This article provides a definitive answer to “What is continuous improvement in manufacturing?” by framing it as the strategic engine that bridges the gap between raw technology and bottom-line results. We will explore the core methodologies, from Kaizen to Six Sigma, and demonstrate how modern manufacturing improvements decouple expertise from individuals, ensuring your facility remains resilient in an increasingly volatile market.
Continuous Improvement in Manufacturing Explained
Continuous improvement in manufacturing is a strategic philosophy and set of practices focused on the ongoing, incremental optimization of processes, products, and services to eliminate waste and increase value. It is not a one-time project or a series of isolated events; rather, it is a permanent cultural shift where every employee, from the assembly line to the C-suite, is empowered to identify inefficiencies and implement solutions. In semantic terms, it is the process of moving a manufacturing system from a state of high entropy (waste) to a state of high efficiency (value) through the constant application of the PDCA (Plan-Do-Check-Act) cycle.
At its core, continuous improvement manufacturing relies on three fundamental pillars that drive cultural and operational evolution:
- Flow and Throughput: The relentless pursuit of moving product through the system as quickly and smoothly as possible, with minimal interruption.
- Standardization: The creation of repeatable, high-quality processes that serve as the “baseline” for further improvement. Without a standard, there can be no meaningful improvement.
- Cultural Empowerment: Leveraging the frontline workforce to capture “tribal knowledge” and drive bottom-up innovation. The operator is the person closest to the process and is often the first to see an opportunity for optimization.
The Strategic Intent: Agility, Throughput, and the Cost of Stagnation
The necessity of manufacturing continuous improvement has shifted from a “best practice” to a survival requirement. The true intent of CI is not just to save money, but to build agility—the ability to respond to market changes, supply chain disruptions, and customer demands faster than the competition.
The Throughput Focus: Theory of Constraints (TOC)
While Lean focuses on waste and Six Sigma focuses on variation, the Theory of Constraints (TOC) focuses on Throughput, the rate at which the system generates money through sales. The core premise of TOC is that every manufacturing system has at least one constraint (bottleneck) that limits its ability to achieve more of its goal. If you improve anything other than the constraint, you are creating a “mirage” of improvement that does not actually increase the bottom-line results.
The Five Focusing Steps of TOC:
- Identify the Constraint: Find the specific machine, process, or policy that is limiting the entire plant’s output.
- Exploit the Constraint: Ensure the constraint is never idle.
- Subordinate Everything Else: Align the pace of all non-constraints to the pace of the constraint.
- Elevate the Constraint: Invest in more capacity for the constraint.
- Prevent Inertia: Once a constraint is broken, it will move elsewhere.
By focusing on manufacturing process improvement through the lens of TOC, companies ensure that their CI efforts are strategically aligned with maximum profitability
Why is Continuous Improvement Essential for the US Market in 2026?
The necessity of manufacturing continuous improvement has shifted from a “best practice” to a survival requirement. As reshoring brings complex production back to US soil, manufacturers face a labor market where skilled operators are scarce. This challenge is not new; it mirrors the conditions that birthed the Training Within Industry (TWI) program in the 1940s—a US-led initiative that provided the foundational skills for the modern industrial workforce. Today, continuous improvement provides the framework to “digitize” this legacy of expertise, ensuring that when a senior technician retires, their process optimizations remain embedded in the company’s “digital brain.”
By focusing on manufacturing process improvement, companies can achieve:
- Improved First Pass Yield (FPY): Eliminating the root causes of defects before they reach the customer.
- Higher OEE (Overall Equipment Effectiveness): Reducing micro-stoppages and unplanned downtime.
- Reduced Lead Times: Streamlining the flow of materials to meet the demands of just-in-time (JIT) supply chains.
What are the Core Methodologies of Manufacturing Process Improvement?
To achieve sustained manufacturing improvements, leaders adopt frameworks that structure their approach to flow and evolution.
1. Kaizen: The Philosophy of “Change for the Better”
Kaizen is the Japanese philosophy of continuous, small improvements. It is the foundation of the Toyota Production System (TPS) and emphasizes that “no day should go by without some kind of improvement being made somewhere in the company.” It relies heavily on the PDCA cycle to test and standardize new ideas.
2. Lean Manufacturing: The War on Waste and Flow
Lean manufacturing focuses on the relentless pursuit of value by eliminating the “Eight Wastes” (Muda). These include overproduction, waiting, unnecessary transport, over-processing, excess inventory, unnecessary motion, defects, and unused employee talent. By applying Value Stream Mapping (VSM), manufacturers can visualize the entire production cycle and identify the “hidden factory” of non-value-added activities that hinder flow.
3. Six Sigma: Variation Reduction for Predictable Flow
Six Sigma is a data-driven methodology aimed at reducing process variation and eliminating defects. It utilizes the DMAIC (Define, Measure, Analyze, Improve, Control) framework to solve complex problems. By reducing variation, Six Sigma ensures that the flow of product is predictable and reliable, which is a prerequisite for a high-agility system.
The TWI Foundation: Training Within Industry
The challenge of the “Silver Tsunami” is not new; it mirrors the conditions that birthed the Training Within Industry (TWI) program in the 1940s—a US-led initiative that provided the foundational skills for the modern industrial workforce. TWI’s Job Instruction (JI) and Job Methods (JM) modules are the cultural engine of CI, teaching supervisors how to train quickly and how to improve the process using only the resources at hand. This is the ultimate tool for cultural empowerment.
| Methodology | Primary Focus |
Key Intent |
Key Tool |
|---|---|---|---|
| Kaizen | Incremental Change |
Cultural Evolution |
PDCA Cycle |
| Lean | Waste Elimination |
Flow and Agility |
Value Stream Mapping |
| Six Sigma | Variation Reduction |
Predictability |
DMAIC |
TOC |
Bottleneck Removal |
Throughput | Five Focusing Steps |
What are Real-World Continuous Improvement Examples in Manufacturing?
Understanding the theory is only the first step; seeing continuous improvement examples in action illustrates the tangible ROI of these strategies.
- Example 1: Reducing Changeover Time (SMED): A Tier-1 automotive supplier used the Single-Minute Exchange of Die (SMED) technique to reduce press changeover time from 45 minutes to under 9 minutes. This manufacturing improvement allowed for smaller batch sizes and a 15% increase in daily capacity.
- Example 2: Optimizing Lubrication Flow: By analyzing real-time data from Intelycx CORE, a metal stamping facility identified that excessive lubrication was causing optical sensor failures. Adjusting the flow based on sensor feedback reduced unplanned downtime by 12% and saved $40,000 in annual material costs.
- Example 3: 5S Workplace Organization: A medical device manufacturer implemented the 5S system (Sort, Set in order, Shine, Standardize, Sustain). This led to a 20% reduction in “motion waste” as technicians no longer spent time searching for tools, directly improving the manufacturing process improvement metrics.
The Toolkit of Flow: Takt Time, Pull, and SMED
Scrap and rework are classic manufacturing KPI examples Successful manufacturing continuous improvement requires a specific set of tactical tools that manage the pace and connection between processes.
1. Takt Time vs. Cycle Time
- Takt Time: The rate at which a finished product needs to be completed in order to meet customer demand. It is the “heartbeat” of the production system.
- Cycle Time: The time it actually takes to complete one unit of a process. CI is the process of bringing Cycle Time down to meet Takt Time, ensuring production is perfectly aligned with customer demand.
2. Pull Systems (Kanban)
A Pull System, often managed by Kanban cards, ensures that production at a downstream station only occurs when the upstream station signals a need. This prevents the overproduction (Muda) that is characteristic of traditional “Push” systems, directly improving flow and reducing inventory.
3. SMED (Single-Minute Exchange of Die)
In a market that demands high product variety and small batch sizes, the ability to change over a machine quickly is a competitive advantage. SMED is a technique used to reduce the time it takes to switch from one product to another, often reducing changeover times from hours to minutes. This manufacturing improvement directly increases capacity and reduces the need for large inventories, which is critical for agility.
The Cultural Engine: Hoshin Kanri and Policy Deployment
UThe highest level of continuous improvement management is not found on the shop floor, but in the boardroom. Hoshin Kanri (Policy Deployment) is the process that aligns the entire organization’s CI efforts with the company’s strategic goals.
It ensures that the Kaizen event on Machine 3 is not a random act of improvement, but a direct contribution to the CEO’s goal of “reducing lead time by 20%.” This top-down alignment, combined with the bottom-up empowerment of TWI, creates a fully integrated CI culture.
The Digital Frontier: Intelycx and Digital Kaizen (or How Does Industry 4.0 Accelerate Manufacturing Improvements? )
OIn the past, continuous improvement in manufacturing was hampered by the “lagging indicator” problem. Today, Industry 4.0 technologies act as a force multiplier for Kaizen, creating what we call “Digital Kaizen.”
The Digital Distinction: CI vs. QC
- QC Technology: Focuses on Detection (Is the part good or bad?).
- CI Technology: Focuses on Diagnosis (Why did the process deviate?).
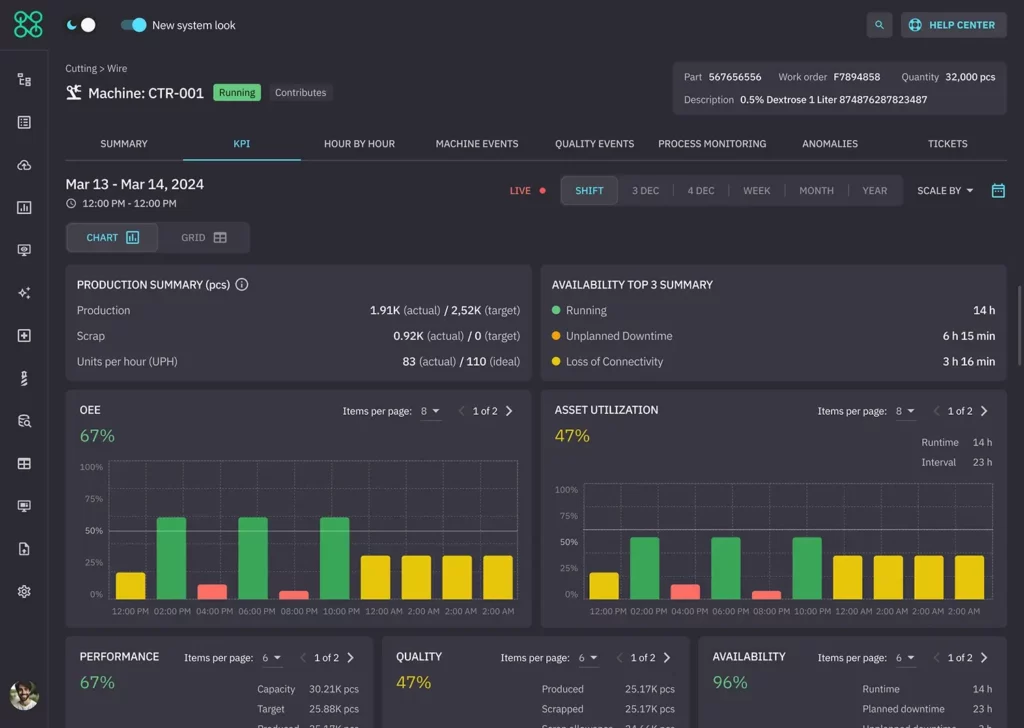
Intelycx CORE enables Digital Kaizen by providing the real-time data foundation required for accurate diagnosis. It does not just report OEE; it provides the granular machine data to identify the root cause of the micro-stoppage that is limiting throughput. This technology modernizes the concept of Jidoka, or “automation with a human touch”—by allowing machines to detect anomalies and alert operators instantly, preventing the production of defective parts and the waste of raw materials.
Intelycx ARIS captures the “tribal knowledge” generated during Kaizen events and delivers it back to the workforce through AI-guided instructions. This ensures that improvements are not only made but are standardized and sustained across all shifts, effectively eliminating the variation that undermines CI efforts.
How to Build a Culture of Manufacturing Continuous Improvement?
Building a sustainable culture of continuous improvement in manufacturing requires a phased approach that moves beyond tools and into mindset.
- Establish the Baseline: Use an IIoT platform like Intelycx CORE to capture accurate, objective data on your current state (OEE, Takt Time, Cycle Time).
- Identify the Constraint: Use TOC principles to focus your CI efforts on the single most critical bottleneck.
- Standardize the Work: Implement TWI Job Instruction to ensure the current best method is the standard.
- Empower the Frontline: Train operators in basic problem-solving tools like the 5 Whys and encourage them to submit “Kaizen suggestions.”
- Close the Loop with Hoshin Kanri: Ensure every improvement is tested (PDCA) and aligned with the company’s strategic goals.
Exposing the “Hidden Factory” through Continuous Improvement
One of the most powerful concepts in manufacturing continuous improvement is the identification and elimination of the “Hidden Factory.” This term refers to the portion of a plant’s capacity that is dedicated to fixing mistakes, performing rework, and managing the consequences of poor quality. In many facilities, the hidden factory can consume up to 40% of total operational capacity.
The Components of the Hidden Factory:
- Expediting Costs: The administrative chaos required to “rush” orders through the plant.
- Unofficial Rework: Operators fixing parts at their stations without logging the defect.
- Excess Buffer Inventory: Stockpiling parts between stations to compensate for unpredictable machine downtime.
- Over-Processing: Performing more work on a part than the customer requires.
By applying manufacturing process improvement strategies, leaders can “shine a light” on the hidden factory. This is where digital tools like Intelycx CORE become essential; by capturing every micro-stoppage and quality deviation in real-time, the “truth” of the shop floor is exposed, allowing management to reclaim that lost capacity and convert it into profitable throughput.
The Future of CI: Autonomous Process Optimization
As we look toward the 2026-2030 horizon, the role of continuous improvement manufacturing is evolving into “Autonomous Quality” and “Self-Correcting Systems.” We are entering an era where AI models will not only identify inefficiencies but will also suggest—and in some cases, automatically implement—parameter adjustments to maintain peak performance.
In this landscape, the ability to foster a culture of continuous improvement is the ultimate competitive moat. While competitors may buy the same machines, they cannot easily replicate a culture that is relentlessly focused on the pursuit of perfection. This agility is the only true defense against disruption and the only guaranteed path to long-term profitability in the global manufacturing renaissance.
Technical Glossary of Continuous Improvement Terms
TWI (Training Within Industry): A US-originated program focused on Job Instruction, Job Methods, and Job Relations.
Andon: A visual signal system used to notify management or other workers of a quality or process problem.
Gemba: The “real place” where the work is done. A “Gemba Walk” involves leaders going to the shop floor to see the process firsthand.
Hoshin Kanri: A strategic planning process that aligns the entire organization’s goals and resources.
Ishikawa Diagram: Also known as a “Fishbone Diagram,” used to identify the root causes of a problem.
Kanban: A visual system for managing work as it moves through a process, often used to implement “Pull” systems.
Muda, Mura, Muri: The three types of waste in Lean: Muda (non-value-added work), Mura (unevenness), and Muri (overburden).
OEE (Overall Equipment Effectiveness): A metric that combines Availability, Performance, and Quality to measure machine productivity.
PDCA (Plan-Do-Check-Act): The four-step iterative management method used for the control and continuous improvement of processes.
Poka-Yoke: A “mistake-proofing” device or procedure that prevents a defect from occurring.
SMED (Single-Minute Exchange of Die): A technique to reduce changeover time to single-digit minutes.
Takt Time: The rate at which a finished product needs to be completed in order to meet customer demand.
TWI (Training Within Industry): A US-originated program focused on Job Instruction, Job Methods, and Job Relations.
How Intelycx Helps Turn Manufacturing KPIs into Daily Guidance
Manufacturing KPIs only create value when they are accurate, real-time, and connected to action. That is the gap Intelycx is built to close.
The Intelycx platform connects legacy and modern machines into a single data foundation, normalizes and enriches signals so KPIs are calculated consistently across lines and sites, and provides real-time dashboards for operators, engineers, and leaders. On top of this connected data, Intelycx layers AI-driven insights so teams understand not just what changed in a KPI, but why, and what to do about it.
If you are working to move beyond spreadsheets and lagging reports, a unified manufacturing AI platform like Intelycx can help you turn KPIs from static charts into a living system for maximizing production efficiency every day. You can learn more about our solutions and approach at intelycx.com.